精益车间的工艺流程图是以生产系统的全过程为研究对象,对过程中的加工、检查工序进行的分析图,是对精益车间生产全过程的一种概略描述,主要反映生产系统全过程的概况以及各工序之间的关系。精益车间的工艺流程图对每个步骤的顺序提供了有价值的图解,是优化工作内容、方法、程序和作业现场的布置的前期分析工手段。
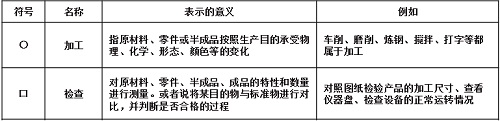
精益车间的工艺流程图常用符号:
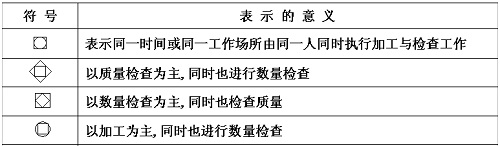
复合活动符号:
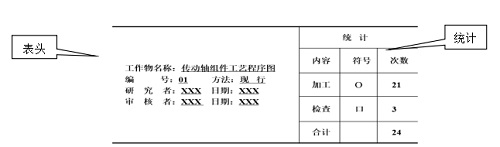
下面我们看看精益车间的工艺流程图组成,它由表头、图形和统计三大部分组成。
表头:一般应包括研究对象的名称或编号、文字说明、图号、研究内容、研究者、审核者、研究日期与时间、现行方法还是改良方法、部门等内容。
图形: 描述对象的各组成部分,按照加工或装配顺序从右至左依次画出,并注明各项材料和零件的进入点、规格、型号、数量等,或者标注加工时间和以及人力要求,具体标注部分以实际需求而定。
统计:对绘制出来的工艺流程图,按照“加工”、“检验”分别进行统计
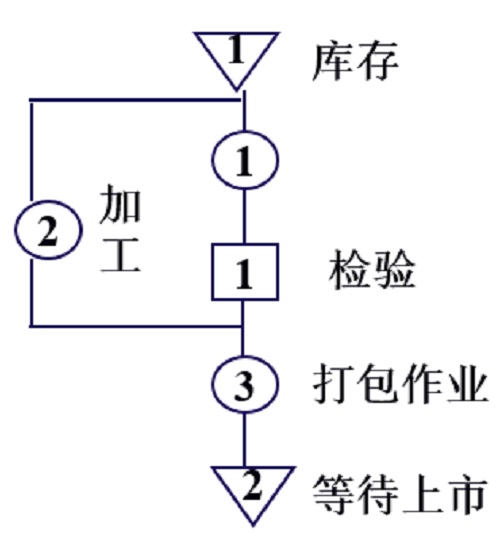
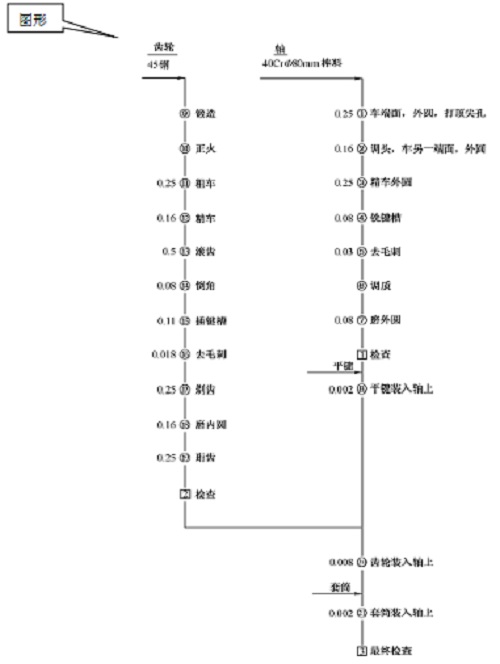
根据给定的加工工艺,绘出的传动轴组件的工艺程序如图所示。
精益车间的工艺流程图的作图规则
1)整个生产系统的工艺流程图由若干纵线和横线所组成,工序流程用垂直线表示,材料、零件(自制、外购件)的进入用水平线表示,水平引入线上填上零件名称、规格、型号。水平线与纵垂线中途不能相交,若不可避免要相交,则在相交处用半圆形避开。
2)主要零件画在最右边,其余零件按其在主要零件上的装配顺序,自右向左依次排列。
3)“加工”、“检查”符号之间用长约6mm的竖线连接,符号的右边填写加工或检查的
4)内容,左边记录所需的时间,按实际加工装配的先后顺序,将加工与检查符号从上到下、从右至左分别从1开始依次编号于符号内。
5)若某项工作需分几步做才能完成,则将主要的步骤放在最右边,其余按重要程度,自右向左依次排列。
精益车间的工艺流程图的结构形式
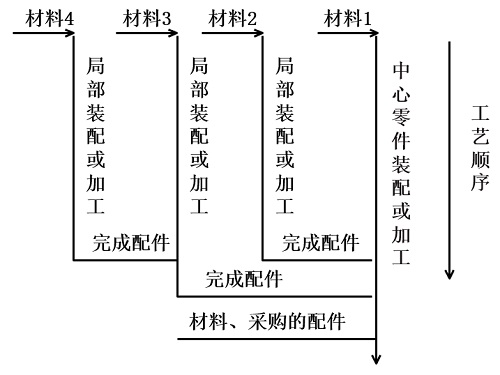
1)合成型
合成型是指由多种材料、零件、部件合成为一个产品,或者由多种原料生成一个或多个产品,或者汇集多个分工序合成为一个工序的工艺程序。
“合成型”工艺流程图
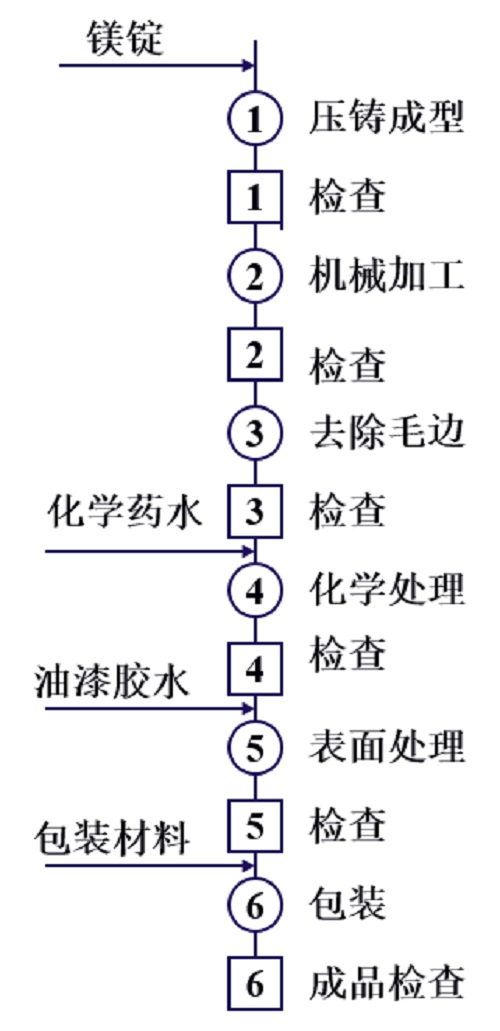
2)直列型
直列型是指由一种材料经过若干道工序制成一种产品的工艺流程,它是由单一系列的工序组成,有时也称之为“单一型”工艺流程图。
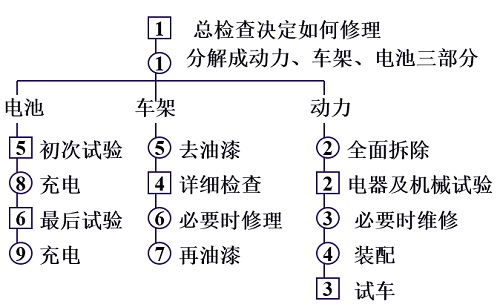
3)分解型
由一个主要程序分成几个分程序分别处理的工艺流程图。通常将主要程序置于最右边,其余的依其重要性,从右至左依次排列。
电拖车检查及维修的工艺流程图
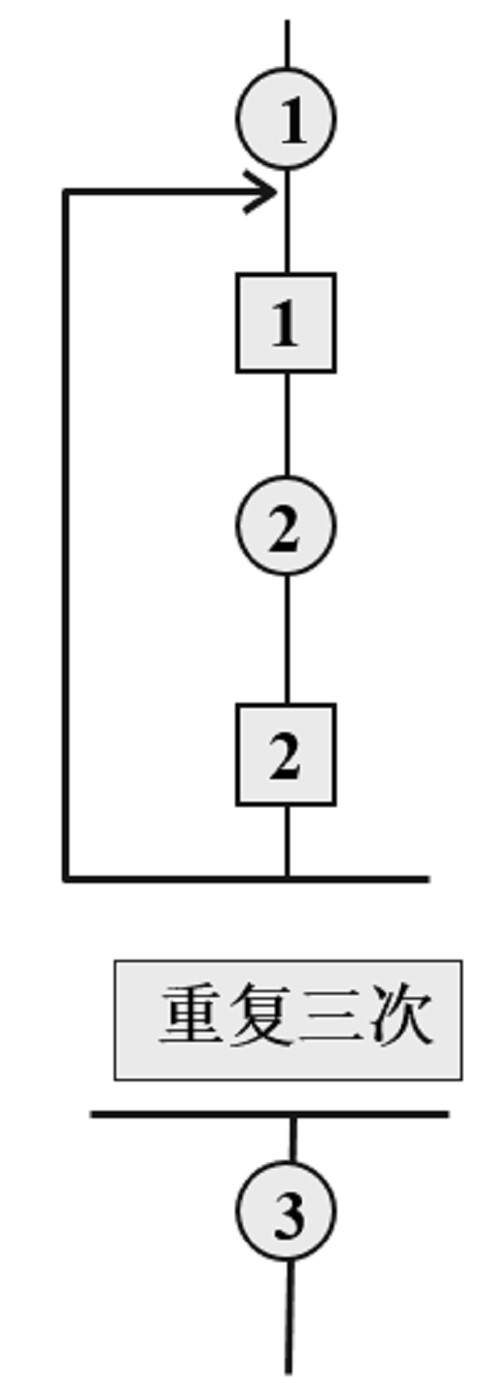
4)重复型
重复型指的是一些工序反复出现几次的情况。
5)复合型
复合型工艺流程图是指产品的加工工艺在某处出现了分支,然后再合流的情况。